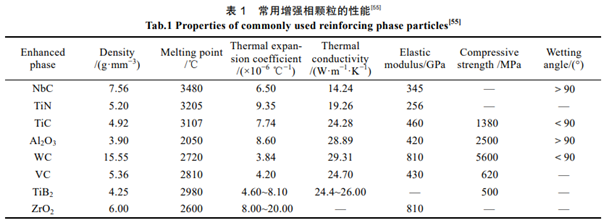
设计和选择熔覆材料时要遵 循热膨胀系数相近原则、熔点相近原则和润湿性原则;
1)热膨胀系数若相差太大,在热应力的作用下,熔覆层可能产生一系列的缺陷,如裂纹、剥落等;
2)二者的熔点也应相近,相差太多,得不到较好的冶金结合效果,熔点过高或过低都会使熔覆表面熔合比变大。熔覆材料熔点过高会导致材料与基体在熔覆的过程中熔化量较少,熔覆层的表面粗糙度较高; 熔点过低则会导致熔覆材料的熔化量过多、金属流动性较强、易产生气孔和夹杂;
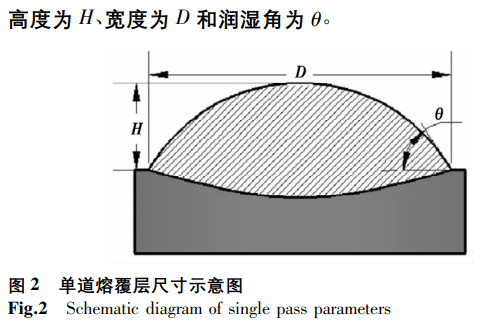
3)熔覆材料与基体之间具有良好的润湿性能够有利于熔覆层的铺展和生长, 使二者结合更加牢固(润湿角小,界面结合良好);
4)不同材料对激光的吸收性能和结合强度不同,直接影响激光熔覆层和熔覆层与基体界面处的质量。
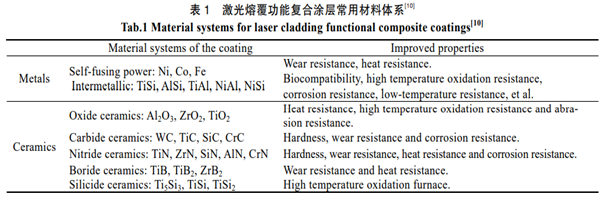
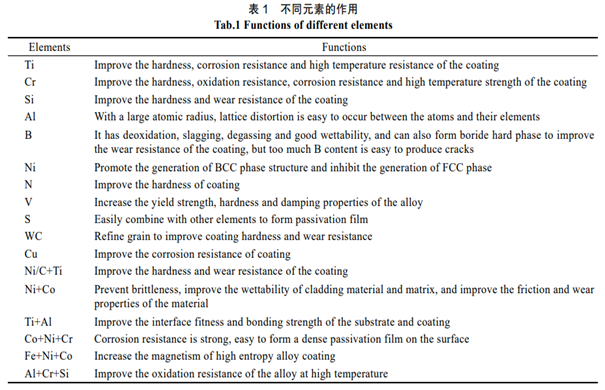
自熔性熔覆粉末应用与研究比较广泛( Fe 基、Ni 基和 Co 基为主,具有良好的力学性能,且对基体有很好的适用性,具有较好的工艺成形性),粉末中中加入合金化元素( Si、B 等)可以降低合金的熔点,改善其湿润性和流动性,并具有自我脱氧和造渣功能及自熔作用, 而且熔渣上浮的同时,还可将部分气体杂质等带出;它们优先与合金粉末中的氧以及工件表面氧化物一起熔融生成低熔点共晶体的硼硅酸盐等覆盖在熔池表面,防止液体金属过度氧化,但是,B、Si 元素过多时则易与 Ni、Cr、Fe 等元素形成在奥氏体晶界富集的硬脆低熔点共晶组织,延展性降低,裂纹敏感性提高。
影响熔覆层质量的因素:(熔覆层组织性能、显微硬度、 缺陷影响)
1)激光功率、光斑尺寸、激光扫描速度是最主要的参数,通常用比能量进行优化设计(大量研究表明:随着扫描速度提高,裂纹率增加。激光功率提高,开裂倾向降低。送粉速率增加,开裂倾向也随之加大。随熔覆层数的增加,裂纹数增多,开裂倾向增大)-(熔覆过程控制的自动化--红外线测温仪对熔池温度进行实时动态监测反馈补偿激光功率速度调节机制、凸字形激光光斑);
2)激光作用在基材表面的吸收率;工件的预热和缓冷处理(影响了熔覆层温度梯度的分布,进而改变熔覆层的应力状况),材料的热物理特性等差异(裂纹尤其容易发生在熔覆层和基体交接界面处,基体材料和熔覆层材料热物理特性不相匹配所导致);
3)采取对称熔覆工艺可以解决产品变形的问题;以及对熔覆顺序(横向和竖向熔覆)的变现差异;
4)合理设计熔覆层(激光熔覆修复用合金粉末的最佳配比);以及梯度功能涂层,例如:在铜合金上依次激光熔覆了Ni基合金和Co基合金,形成了Cu-Ni-Co梯度涂层,以镍基合金作为过渡层解决了Cu和Co之间性质差异大的问题,提高了铜合金表面的耐磨性,过渡层的添加有效抑制了涂层的开裂;
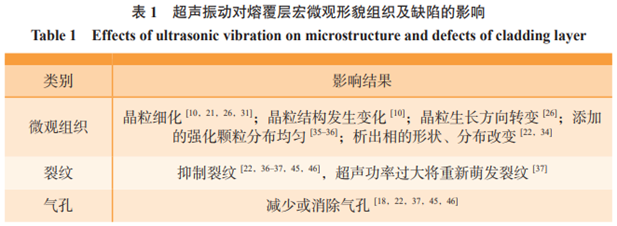
5)复合激光熔覆工艺:如激光熔覆辅加电磁搅拌、超声波、机械振动、交变磁场等(使熔覆层组织的晶粒均匀细化,并能够消除熔覆层内的气孔和微裂纹,提高熔覆层质量)
6)熔覆过程时间较短,若合金粉末的脱氧造渣不能被及时排除,就容易在熔覆层形成孔洞、夹渣等缺陷,造成孔洞、夹渣裂纹。气孔的形成机制:普遍认为气孔是由于残余的保护气体或在激光熔覆过程中形成的气体没有足够的时间从熔池中逸出而形成的。对于气孔的控制,可以通过优化工艺参数、减少气体来源( 如烘干熔覆合金粉末) 、预热缓冷、略微延长熔池时间来实现。
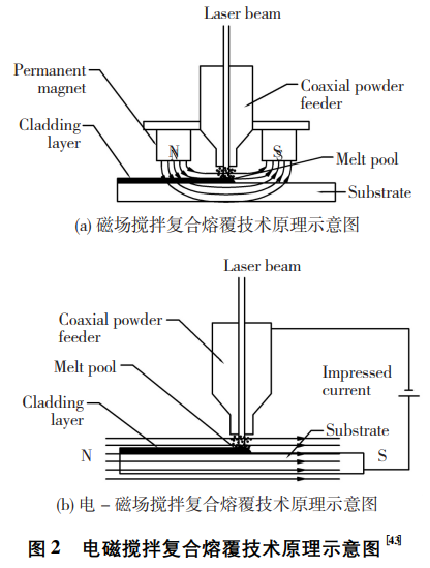
高温工况,电磁辅助设备对高温应具有一定的耐性,因此普遍采用的电磁设备都需要与高温区保持一段的距离,而电磁力作用于熔池的效果对距离有较大的敏感性,所以电磁设备在高温环境下的作用方式仍需改进。
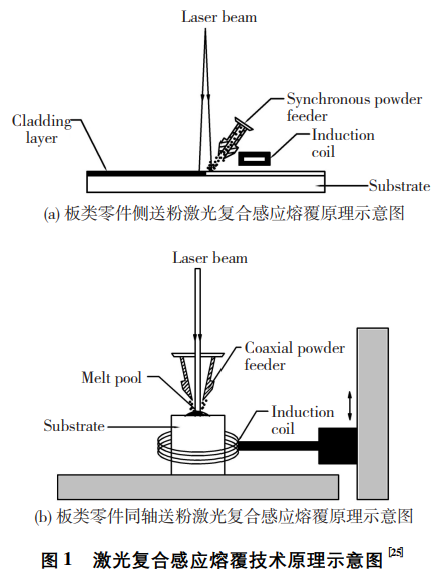
感应加热的温度有限,同时制约了感应熔覆技术的发展,同时感应线圈会产生磁场,而磁场对熔池的流动也有影响。
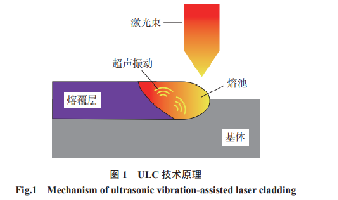
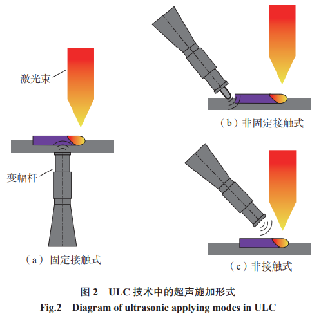
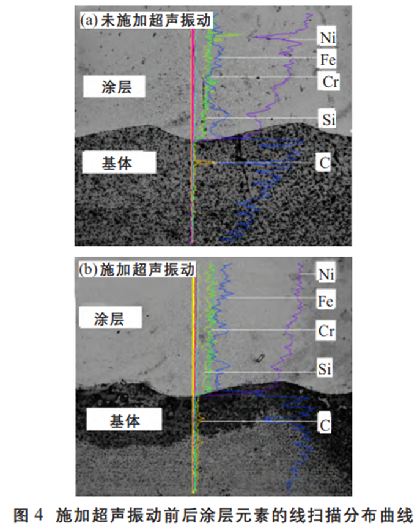
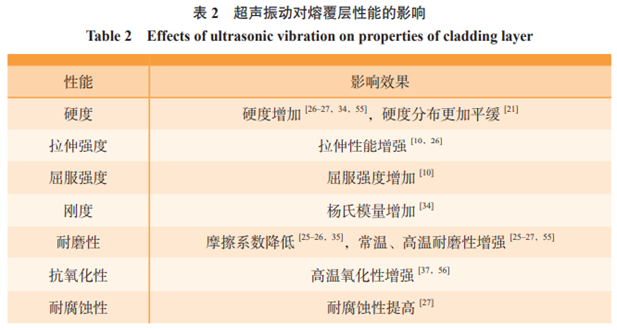
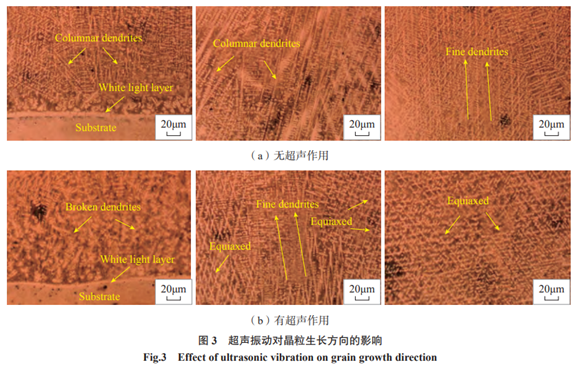
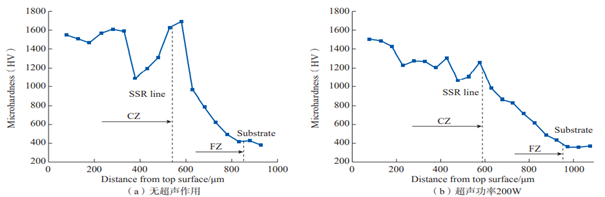
1)利用超声振动对合金熔体的空化效应、声流效应、谐振效应以及热效应,增加熔液的流动性,可以促进熔体中气泡的逸出,加速溶质元素的扩散,打碎粗大的晶粒,实现晶粒的细化。液态金属在加入超声振动后,熔覆层的成形质量得到显著提升,晶粒明显细化,平均显微硬度以及表面粗糙度等性能都得到了提高。
2)ULC 技术的推广应用, 当前仍存在以下问题亟须解决:
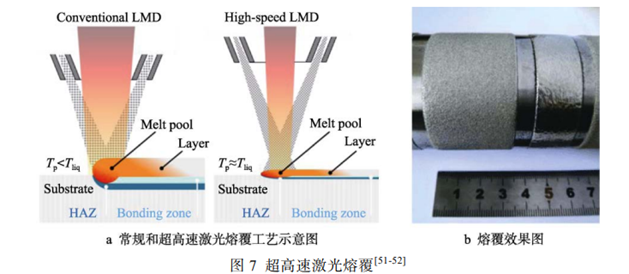
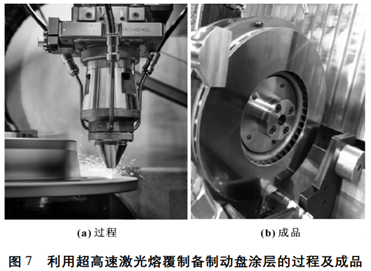
超高速激光熔覆技术(Extreme High Speed Cladding)利用同轴送粉的方式,通过调整粉末焦平面与激光焦平面的相对位置,使熔覆粉末在基体上方与激光束交汇发生熔化,使大部分的激光能量直接作用在粉末上,熔覆粉末在到达熔池前就处于熔化或半熔化状态,从而减少粉末在熔池中存在的时间,降低了对基体的热输入,极大地提高了熔覆效率和粉末利用率。在送粉时为了满足熔覆效率和熔覆质量的要求,其粉末应具有优异的流动性,且要使粉末在基体上方完全熔化,粉末粒径不宜过大。它与传统激光熔覆本质的区别是改变了粉末的熔化位置,它解决了制约传统熔覆技术大规模推广的最大瓶颈—效率,从而也带来了成本的大幅度降低。
1)热输入明显减少(降幅达70%+),超低的热输入和较高的熔覆速度有助于提高冷却速度,因此导致枝晶细化;熔覆层晶粒更加细小且分布均匀,涂层的显微组织更为致密;
2)熔覆沉积速率快(提升100~250倍),可用于大面积零件的涂覆;
3)表面光洁度高,且粉末利用率高,用传统激光熔覆制备的涂层的厚度通常大于 0.5 mm,而超高速激光熔覆制备的涂层厚度在25~250µm之间,且表面粗糙度可降至原来的 1/10。
熔覆专用材料体系的设计与开发仍然是研究的重点:
缺乏激光熔覆专用材料体系,缺乏系列化的专用粉末材料,缺乏熔覆材料评价和运用标准;
新型激光器的工业化应用:性能良好的大功率激光器是激光熔覆的首要条件,未来倾向于研发大功率、小型化的激光装置,提高电源的稳定性和寿命;
新型激光熔覆工艺的发展:
熔覆层的开裂是激光熔覆最棘手的问题,应优化传统熔覆工艺、开发新型熔覆技术,如梯度熔覆和高频感应熔覆、复合超声振动、电磁搅拌等。这几种工艺均有利于解决熔覆中常见的裂纹、气孔等问题,但复合熔覆技术存在工艺复杂及效率低下等问题;
激光熔覆效率及精度的提高:激光熔覆层表面不平整,后续机加工量较大,如何提高激光熔覆的精度也是亟待解决的问题。应研发新型一体式送粉熔覆设备及高精度送粉控制系统,解决与大功率激光器配套的精确度与熔覆工艺稳定性等问题;
建立起适用的量化理论:通过数值模拟方法提高熔覆层的质量;
参考文献:
1、肖林林,任 雁,等. 浅谈激光熔覆技术研究进展[J]. 新技术新工艺, 2021 ;
2、张津超,石世宏,龚燕琪,等. 激光熔覆技术研究进展[J]. 表面技术, 2020.10 ;
3、陈学勇,母彩军,孙志鹏. 激光熔覆技术的工业化实验[J]. 装备技术, 2021.2 ;
4、王志文,庄宿,刘海青,等. 激光熔覆自润滑复合涂层研究进展及发展趋势[J]. 表面技术, 2018.5 ;
5、杨晓倩,李亚江,马群双,等. 激光熔覆工艺研究现状及发展[J]. 机械制造文摘—焊接分册, 2015.1;
6、李广琪 , 王丽芳 , 赵 亮,等. 激光熔覆层裂纹问题的研究进展[J]. 热加工工艺, 2021.8(50) ;
7、舒林森,林 冉,等. 基于均匀设计的铁基合金粉末激光熔覆工艺参数优化[J]. 材料热处理学报, 2021.4;
8、陈滋鑫,周后明 ,徐采星,等. 激光熔覆裂纹研究现状[J]. 激光与光电子学进展, 2021.4;
9、胡晏明 , 陈 炜 , 曹一枢 ,等. 激光熔覆技术在模具磨损控制方面的 研究进展[J]. 热加工工艺, 2021.1(50);
10、王东生, 田宗军,等. 激光熔覆技术研究现状及其发展[J]. 应用激光, 2012.12 ;
11、宋鹏芳,姜芙林,王玉玲,等. 激光熔覆制备高熵合金涂层研究进展[J]. 表面技术, 2021.1 ;
12、井培尧,王海军, 等.激光熔覆镍基碳化钨涂层的研究进展[J]. 功能材料, 2021.4(52) ;
13、张坚,吴文妮,赵龙志,等. 激光熔覆研究现状及发展趋势[J]. 热加工工艺, 2013.3 ;
14、张 杰,李大胜,等. 激光熔覆层裂纹问题研究进展[J]. 中原工学院学报, 2021.2;
15、王 凯,石永军,等. 熔覆技术的发展与展望[J]. 材料科学与工艺, 2021,2;7
16、周永欣, 张 洁, 王海斗,等. 铸铁表面激光熔覆的研究进展[J]. 热加工工艺, 2021,3;
17、徐一飞,孙耀宁,等. 高速激光熔覆铁基合金涂层的组织及性能研究[J]. 中国激光, 2021.5(48) ;
18、李响,来佑彬,于锦,等. 高能束熔覆制备耐磨涂层技术研究现状与展望[J]. 表面技术, 2021.2 ;
19、陈 健,姚喆赫,等. 超声振动辅助激光熔覆技术研究进展综述[J]. 激光加工, 2021 ;
20、王 战, 孙文磊, 刘金朵,等. 超声辅助对激光熔覆Ni60涂层质量的影响[J]. 热加工工艺, 2022 ;
21、黄旭,张家诚,练国富,等. 超高速激光熔覆研究现状及应用[J]. 机床与液压, 2021.3(49) ;
完.