由于增材制造(AM)技术提供了出色的设计自由度,因此可以基于预定义的计算机辅助设计(CAD)模型,轻松地逐层制造具有复杂几何形状的组件。各种增材制造技术已被开发并被广泛采用,用于设计和制造关键工业应用的高性能组件,包括航空航天、医疗和汽车领域。金属、陶瓷、聚合物和生物工程组织等材料可以通过特定的增材制造技术进行加工。特别是,在过去的几十年中,由于金属增材制造技术具有无与伦比的生产难以制造的金属部件的能力,因此在过去几十年中,由于与铸造,加工和成型等传统制造技术相比,金属增材制造技术的发展做出了重大努力。目前,流行的金属AM技术是粉末床熔融(PBF)和定向能沉积(DED)。
在金属增材制造工艺中,金属和合金通常以粉末或金属丝的形式制备,作为原料,通过使用激光或电子束熔化,然后固化成最终形状。简而言之,PBF工艺通常涉及连续的粉末床的选择性熔化或烧结。有两种主要的PBF技术,即激光粉末床聚变(LPBF)和电子束熔化(EBM),其中能量源分别是激光束和电子束。根据粉末的熔化条件,LPBF可进一步分为选择性激光熔化(SLM)和选择性激光烧结(SLS)。顾名思义,这些PBF工艺具有粉末床作为材料支撑,因此它们能够在不倾斜或旋转底板的情况下制造悬垂结构和复杂的几何形状。另一方面,DED技术直接将原料沉积到能源产生的熔池中。粉末或电线可以用作原料,激光,电子束甚至电弧是当前选择的能量源。通常,配备粉末进料装置和激光器的DED工艺称为激光增材制造(LAM)或激光工程网成型(LENS)。送丝DED方法包括线弧增材制造(WAAM),线材和激光增材制造(WLAM)以及线和电子束增材制造(WEBAM)工艺。由于原料的沉积在固化的前一层之外没有材料支撑,DED通常不能制造高度复杂的部件。
金属增材制造部件的性能高度依赖于其表面质量和微观结构特征。影响表面质量和微观结构的主要因素包括材料特性、设计相关因素、工艺参数和系统设置。不适当的工艺配置可能会在最终的AMEd组件中引入缺陷,例如孔隙和裂缝。根据目前关于金属AM的文献,在AMMed金属部件和结构中鉴定出尺寸范围从毫米到纳米的多尺度缺陷。多尺度缺陷分为三大类,即几何形状相关缺陷、表面完整性相关缺陷和微观结构缺陷。特别是,我们首先将纹理柱状晶粒,成分缺陷和位错细胞分类为微观结构缺陷,因为它们在AMEd组分中的普遍性及其对AMEd组分的性质和性能有显着影响。
为了获得满意和合格的力学性能,应通过实验和模拟,全面了解各种缺陷的形成机理、其对力学性能的影响以及相应的控制和缓解方法等三个重要问题。最近,有一些关于金属AM工艺和由此产生的缺陷的最新综述工作,然而,大多数相关的工作在上述AM缺陷的三个问题方面存在缺陷。这些综述工作的缺点包括对各种缺陷的分类不完整,对缺陷形成缺乏透彻的了解,缺乏对缺陷或其控制方法的影响的讨论,以及仅限于某种材料或AM技术。
在本文综述中,粉末基增材制造技术是重点,特别强调了LPBF工艺。香港理工大学、西北工业大学、香港中文大学等人提出了粉末基增材制造金属和合金中多尺度缺陷的分类,澄清了各种缺陷形成的潜在机制。讨论了关键因素在原材料、几何设计、工艺参数或/和系统设置方面的影响。总结了AM缺陷的破坏性和非破坏性检测方法。为了预测和进一步了解缺陷的形成,简要介绍了多尺度AM缺陷建模的当前进展。总结并讨论了每种缺陷对AMEd组件的拉伸性能和疲劳性能的影响。从材料,几何控制,工艺参数的原位操作,后处理或合金设计和混合AM技术等方面阐明了每种缺陷的控制和缓解方法。讨论了最近关于多尺度缺陷的研究差距,并提供了基于所描述的多尺度缺陷的三个方面的未来前景。以题“Multi-scale defects in powder-based additively manufactured metals and alloys”发表在Journal of Materials Science&Technology上。

简言之,几何相关缺陷主要包括宏观残余应力引起的零件变形和分层,而表面完整性相关缺陷则由楼梯体效应、部分熔化粉末、球化效应和表面开裂而形成。对于微观结构缺陷,第一种形式是内部开裂,其分为与形成液膜相关的热裂纹和固态开裂,以及材料脆性和残余应力。第二个是内孔,包括LoF孔隙,冶金孔隙,锁孔孔隙和收缩孔,通常由不适当或不稳定的熔化引起的收缩孔。另一种是由外延生长和晶粒竞争性生长的耦合效应形成的纹理柱状晶粒。最后,组成缺陷包括氧化,合金元素的损失和微分离,并且在AM加工过程中通过热膨胀和收缩形成位错电池。
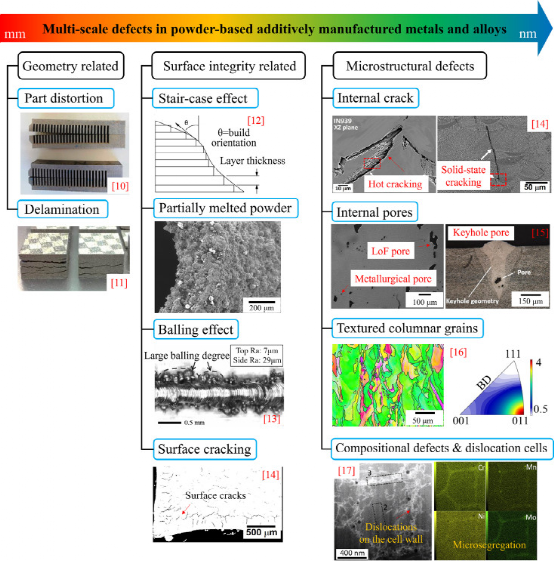
图 1.粉末基增材制造金属和合金中多尺度缺陷的分类。
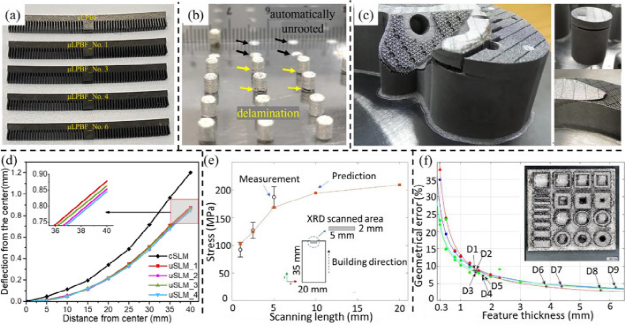
图 2.(a–c) 与几何形状有关的典型缺陷,包括变形和分层;(d) 由微型LPBF和常规LPBF制造的悬臂变形(e) 残余应力与SLMed Ti6Al4V扫描长度的函数(f) 印刷零件的几何误差与特征厚度的函数。
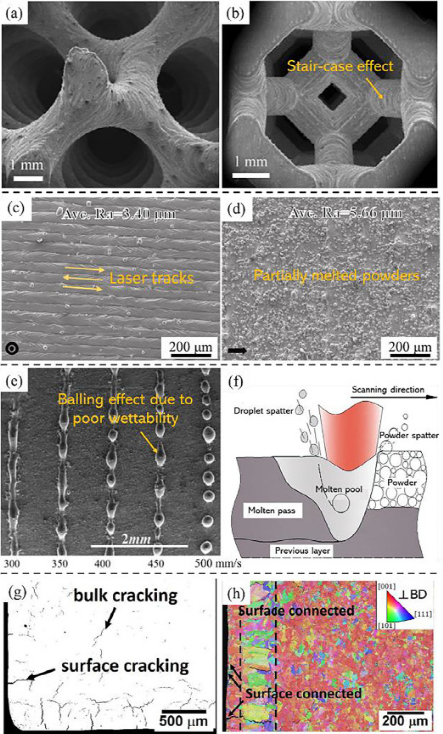
图3.LPBFed中的阶梯效应(a)基于表面的晶格和(b)基于支柱的晶格;(c)LPBFed SS316L的(c)顶部表面和(d)侧表面的质量(e) LPBF中的单轨形态作为扫描速度的函数;(f) 金属AM期间飞溅的液滴示意图;表面裂纹(g)和晶体结构(h)在SLMed CM247LC高温合金的边界。
缺陷的存在通常不利于AMEd部件的机械性能。宏观残余应力、表面缺陷以及内孔和裂纹会降低材料的强度和延展性。疲劳性能也可能受到影响,因为这些缺陷可能会促进疲劳裂纹的生长并降低疲劳寿命。纹理柱状晶粒可导致机械性能的深刻各向异性,包括屈服强度和延展性,疲劳寿命和疲劳裂纹生长速率。特别是,微隔离的缺陷可能因原材料而异。一方面,微分离可能导致脆性相,例如镍基高温合金和Ti中的Laves相。2NiTi合金中的Ni相,导致不良性能。另一方面,在一些AMED FCC材料中,微分离和位错细胞具有的细胞结构可以高度增强材料并提高延展性。
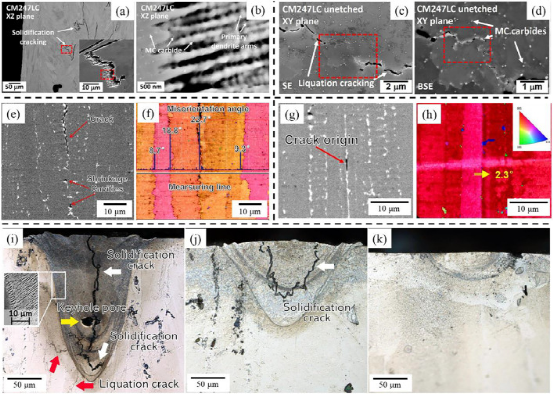
图 4.典型的热裂纹:(a,b)凝固裂纹显示不规则的树枝状形态(c,d)无树突特征的液化裂纹;(e,f)凝固裂纹和(g,h)液化裂纹区域的形貌和误定位图;(i-k)LPBFed AA7075合金的单轨,显示出不同的熔池形状和热裂纹敏感性
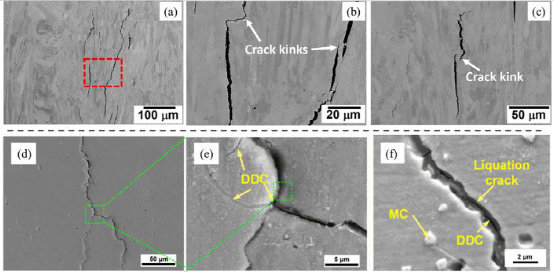
图 5.(a–c)LPBFed CM247LC合金中的固态裂纹显示出直而尖锐的扭结;DED Inconel 738合金中DDC型固态裂纹的形貌:(d,e)三重结点处的DDC和(f)液化裂纹末端的DDC
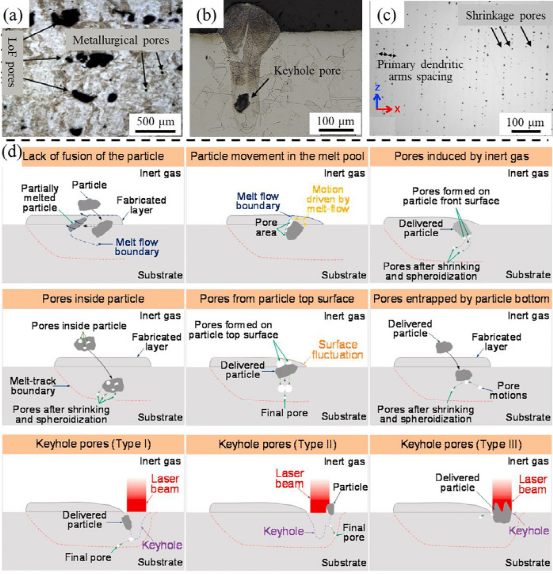
图 6.典型的内孔:(a)LoF孔隙和冶金孔隙;(b) 锁孔孔和(c)收缩孔;(d)粉末吹制DED工艺中孔隙形成机理的示意图
在了解其对缺陷形成的影响的基础上,提出了各种控制方法。对工艺参数进行了密集的优化,以获得无裂纹和无孔的AMEd部件。后处理包括热处理或/和HIP,以消除残余应力并愈合内部孔隙和裂缝。然而,这两种方法在减轻纹理柱状晶粒等缺陷方面的能力有限。热处理后处理甚至不可避免地会导致微观结构变粗。还介绍了其他一些新颖的控制方法。添加适当的纳米颗粒可以改善晶粒结构并减少微裂纹和微分离。通过将其他加工技术与AM(主要是DED)相结合的混合方法也可用于减少残余应力,晶粒细化和微分离缓解。
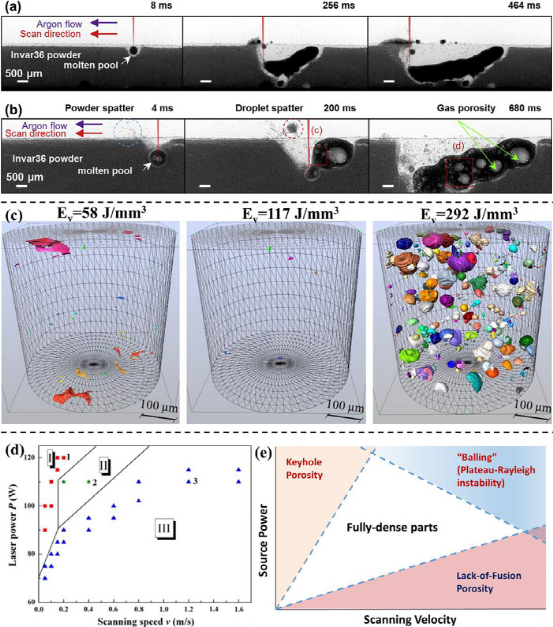
图 7.在樮樮36的LAM期间,从(a)原始粉末和(b)氧化原料粉末进行原位观察熔化特征;(c) SLMed Ti6Al4V中的孔隙率与能量密度的函数(d,e)SLM过程中激光功率扫描速度的典型工艺窗口
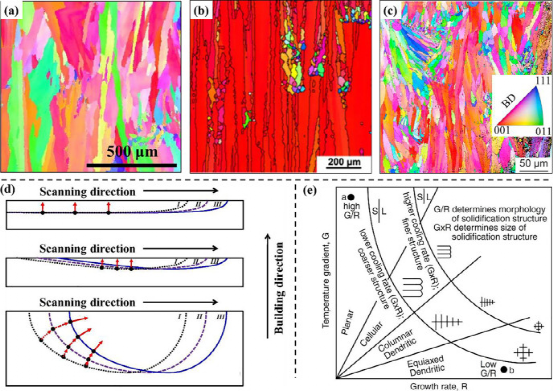
图 8.典型的柱状颗粒,沿BD具有<100>纹理(a)LBPFed SS316L(b) 铬镍铁合金718 和(c)AlSi10Mg (d) 熔池形状示意图和由此产生的晶粒生长方向;(e)凝固微观结构示意图,作为温带梯度和生长速率的函数
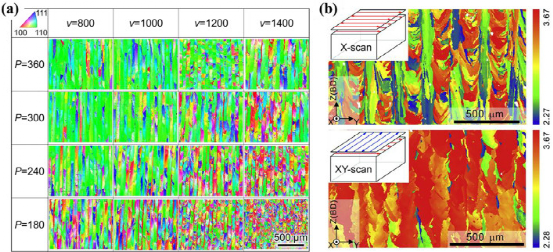
图 9.工艺参数对以下合金晶体结构的影响:(a)LPBFed铬镍铁合金在激光功率和扫描速度的不同组合下;(b) LPBFed铬镍铁合金718合金在不同扫描策略下
总体而言,本文全面了解了多尺度缺陷及其对AMEd组件机械性能的影响,以及有效的控制方法。讨论了当前的研究差距和未来前景。因此,本综述论文为优化增材制造工艺,制造无缺陷零件和结构以及定制所需的机械性能和维修性能提供了一些适当的指南。
本文章转载来源于材料学网,如有不妥,请联系我们删除。